Proizvodna linija za pocinčavanje je kompletan set opreme za vruće pocinčavanje sloja premaza od legure cinka sa obje strane čeličnog kotura.Sastoji se od mašine za završnu obradu, mašine za nivelisanje napetosti, mašine za podmazivanje, mašine za šišanje, mašine za namotavanje i druge opreme.
Glavni tok procesa pocinčanog lima
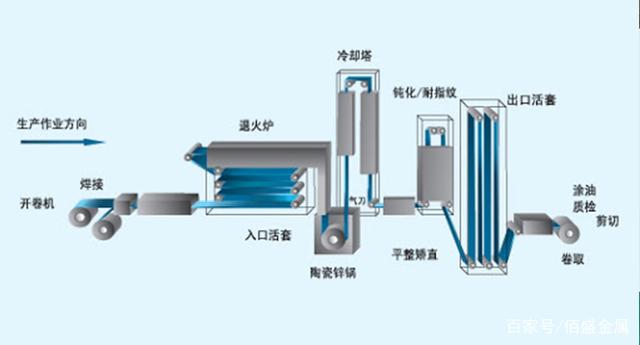
Namotavanje → dvostruko odmotavanje → rezna glava i rep → zavarivanje → alkalno čišćenje → primarno četkanje → elektrolitičko čišćenje → sekundarno četkanje → ispiranje toplom vodom → sušenje vrućim zrakom → ulazna petlja → kontinuirano žarenje → vruće pocinčavanje (keramički cink lonac) → zrak puhanje nožem (uvedeno) → → hlađenje na zrak nakon oblaganja → kaljenje vodom → mašina za izravnavanje (rezervirano) → ravnalo za istezanje → tretman za pasiviranje (rezervisano za otpornost na otiske prstiju) → petlja za izlaz → podmazivanje → rezanje → namotavanje → odmotavanje → vaganje → pakovanje
Funkcija svake sekcije linije za pocinčavanje
Odjeljak za čišćenje: Uklonite maziva za hladno valjanje i željezni prah sa površine trake.Čišćenje prije ulazne petlje olakšava stabilno praćenje trake unutar ulazne petlje uz izbjegavanje udubljenja i ogrebotina.
Ulazna petlja: Obezbeđuje vertikalnu petlju efektivne dužine kada se zavarivanje zaustavi na ulazu, omogućavajući kontinuiranu proizvodnju proizvodne linije.
Sekcija peći: vertikalna peć za kontinuirano žarenje, dostizanje specificiranog ciklusa žarenja.
Sekcija za galvanizaciju: Traka se uroni u lonac od rastopljenog cinka za cinkovanje.
Sekcije za rendisanje i zatezanje: poboljšane performanse.
Sekcija za naknadnu obradu (pasivacija): Tandem dvovaljačni premaz sa peći i hlađenjem za premazivanje hromatnim rastvorima otpornim na belu rđu i otiske prstiju.
Sekcija izlazne petlje: Kada izlazna sekcija prestane da seče, obezbeđuje se vertikalna petlja efektivne dužine da bi proizvodna linija radila neprekidno.
Vrijeme objave: 08.08.2022